|
Teil 18 darf's ein bisschen mehr sein? |
|
Grenzwertig
(23.09.2007) |
|






































|
-
irgendwann hab ich
mir die letzten Tage mal die Frage gestellt was ich hier eigentlich mache?
Wenn man mal den Aufwand betrachtet, dann könnte man das ja auch bei Typ4
Köpfen und entsprechendem Motorgehäuse machen und dann gleich 51,5er IDA's
draufbauen usw.... irgendwie schon Witzig auf was für abartige Gedanken man
kommt um aus einem 30PS'ler etwas Leistung raus zu holen. Da gehen selbst mir
mittlerweile die Argumente gegenüber den Skeptikern aus, welche mich immer
wieder fragen warum ich nicht gleich einen 1600ter Motor einbaue?!
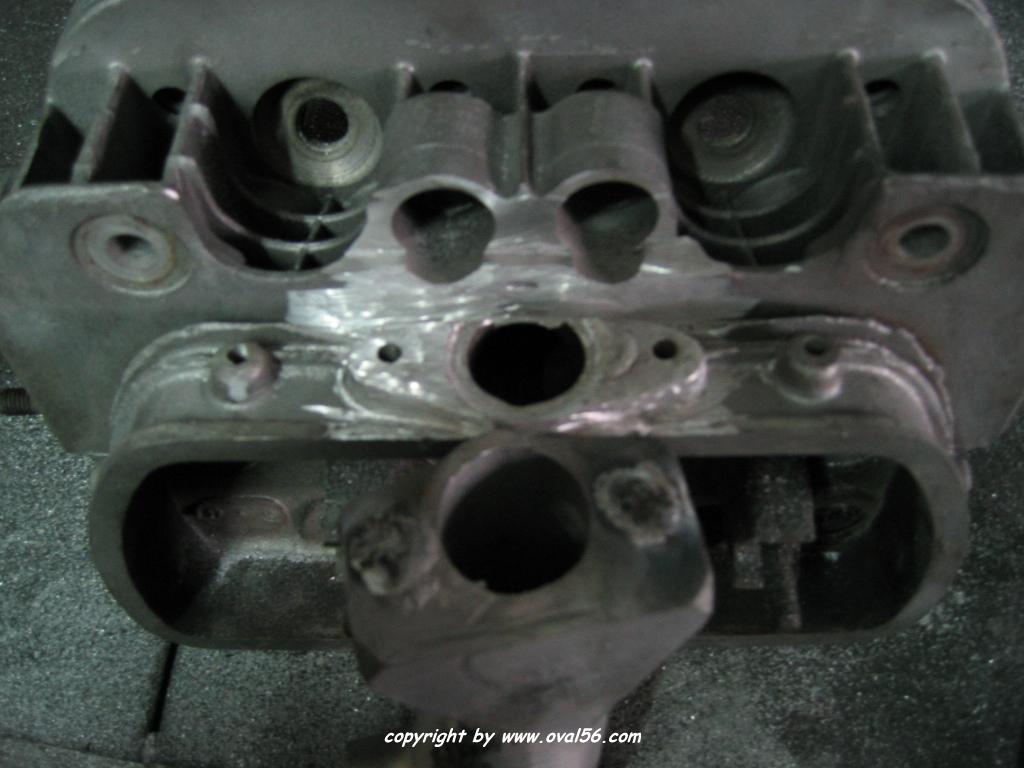
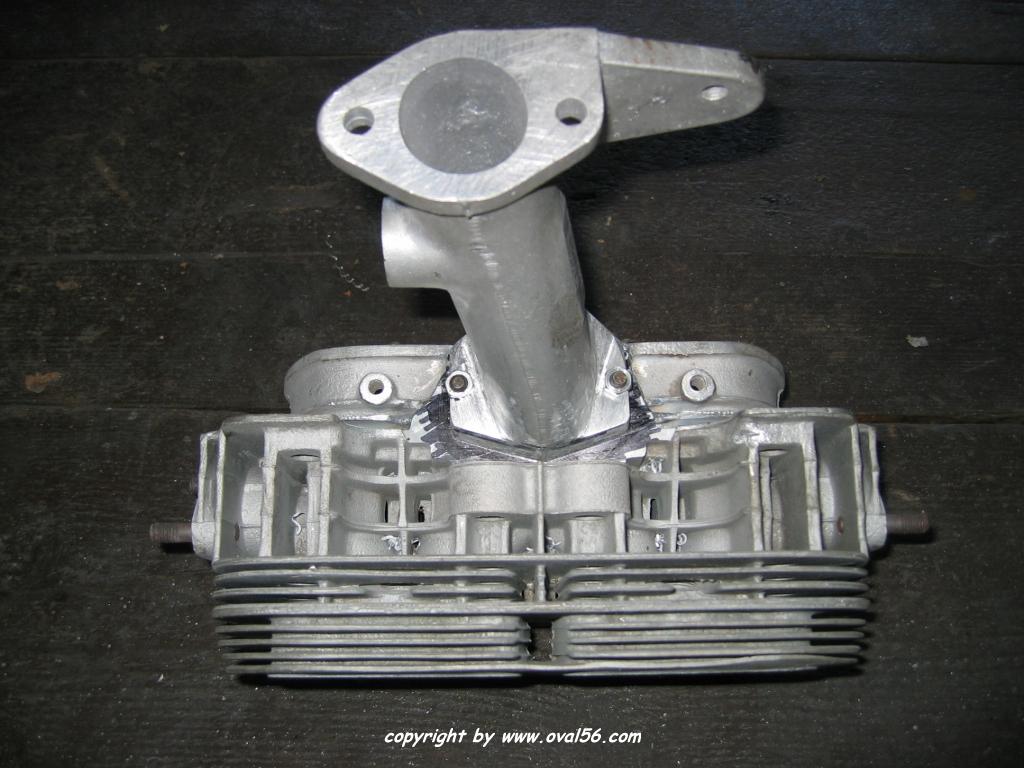
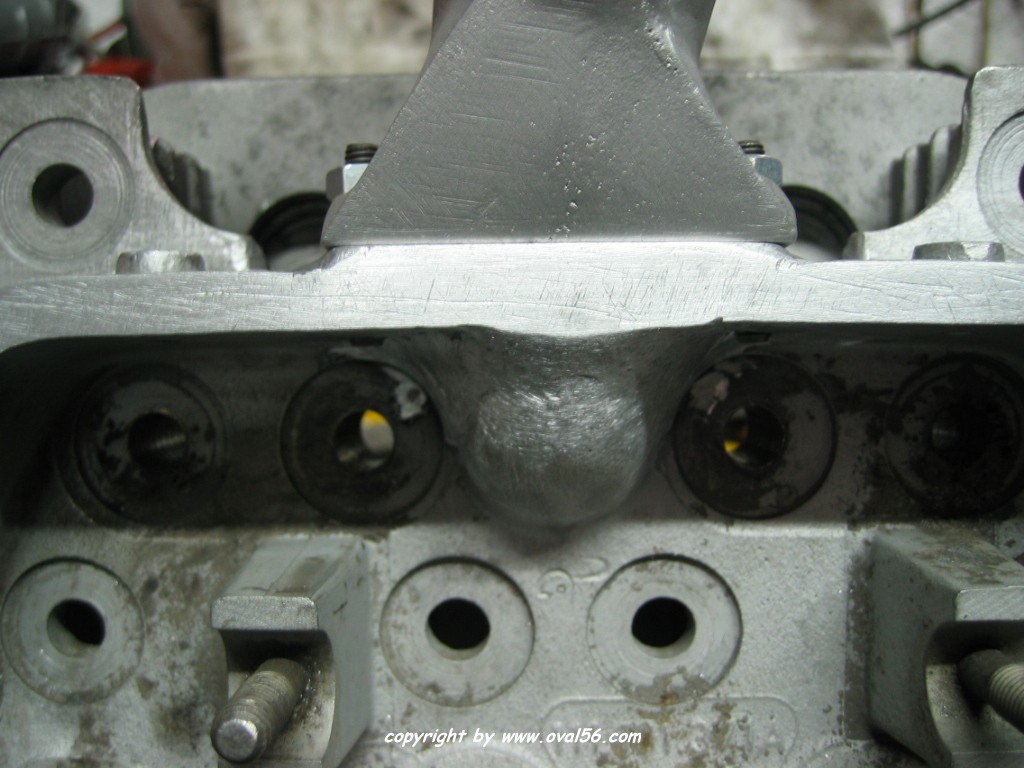
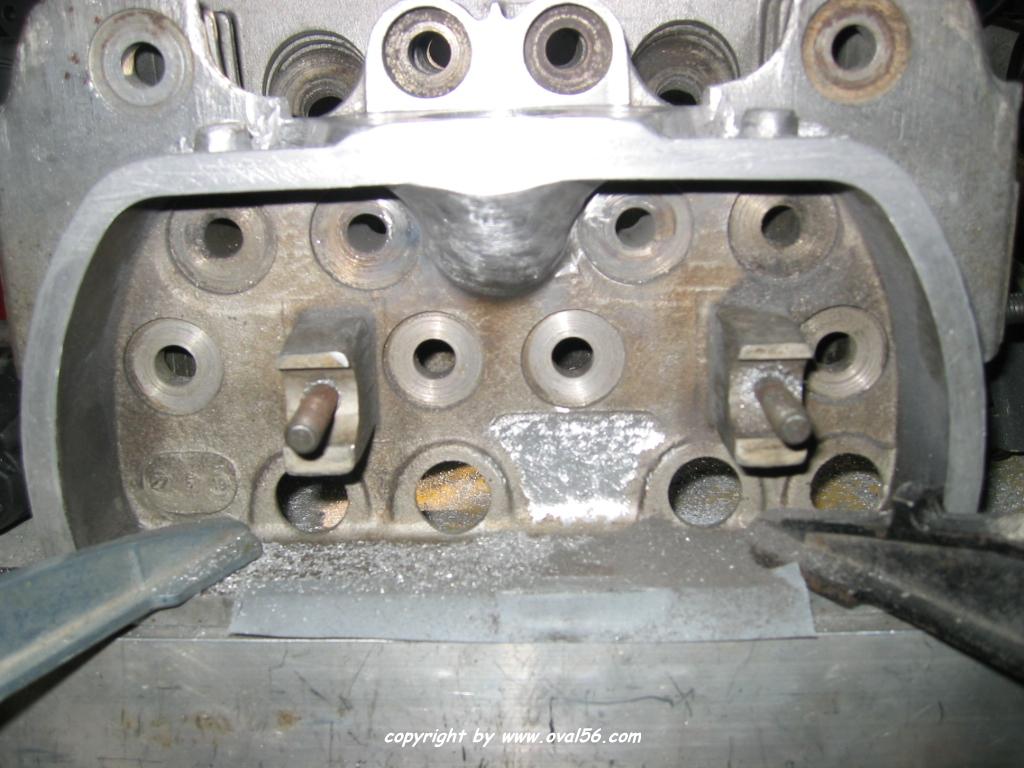
alles muss weg:
-
der
erste Schritt (oder besser Schnitt) war es die Köpfe für
das Schweißen vorzubereiten und Platz für die Saugrohre zu
schaffen, dazu musste erstmal die Flex ran um grob
vorzuarbeiten und die Aluüberschüsse im Bereich der
mittleren Stehbolzenbefestigungen zu beseitigen.
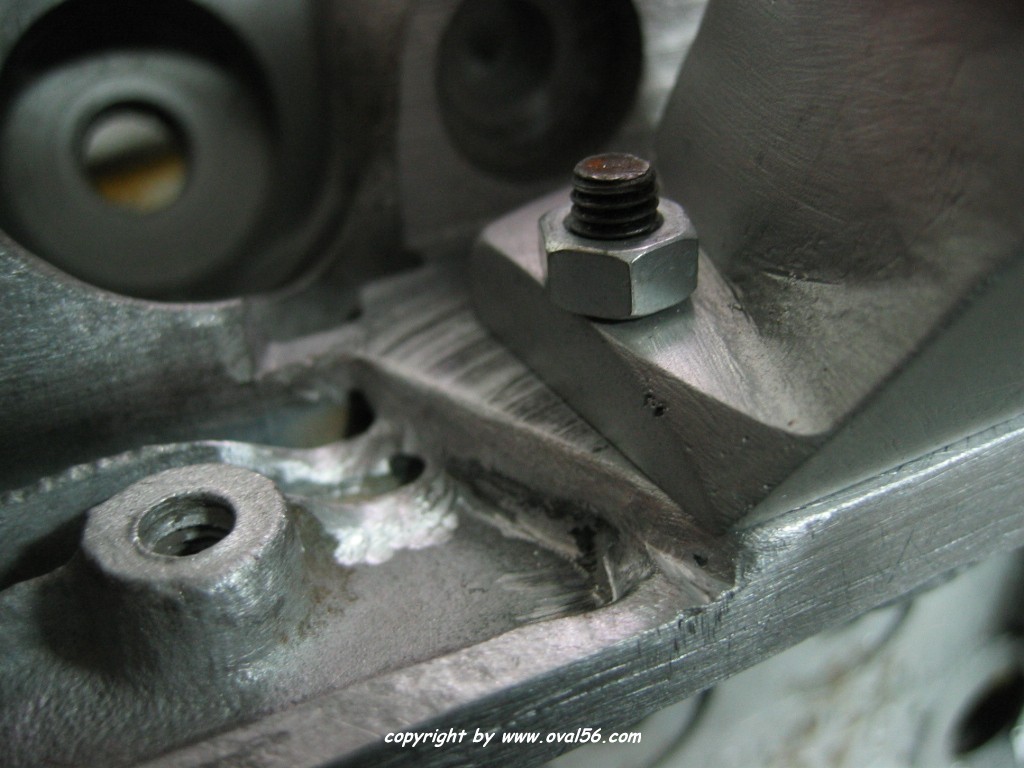
-
dann
durfte ich noch 2 Auspuffstehbolzen erneuern, da wie mal
üblich wenn der Kopf i.o ist (keine Stegrisse) meist 2
Auspuffbolzen schön zugänglich (na klar bündig halt)
abgerissen waren. Im Anschluss habe ich dann wieder weiter
gefräßt mit dem Handaufsatz um die Aluoxydschicht im
Bereich der späteren Schweißungen zu entfernen, damit mir
mein Schweißer nicht an den hals springt wenn er sieht was
ich geschweißt haben möchte.
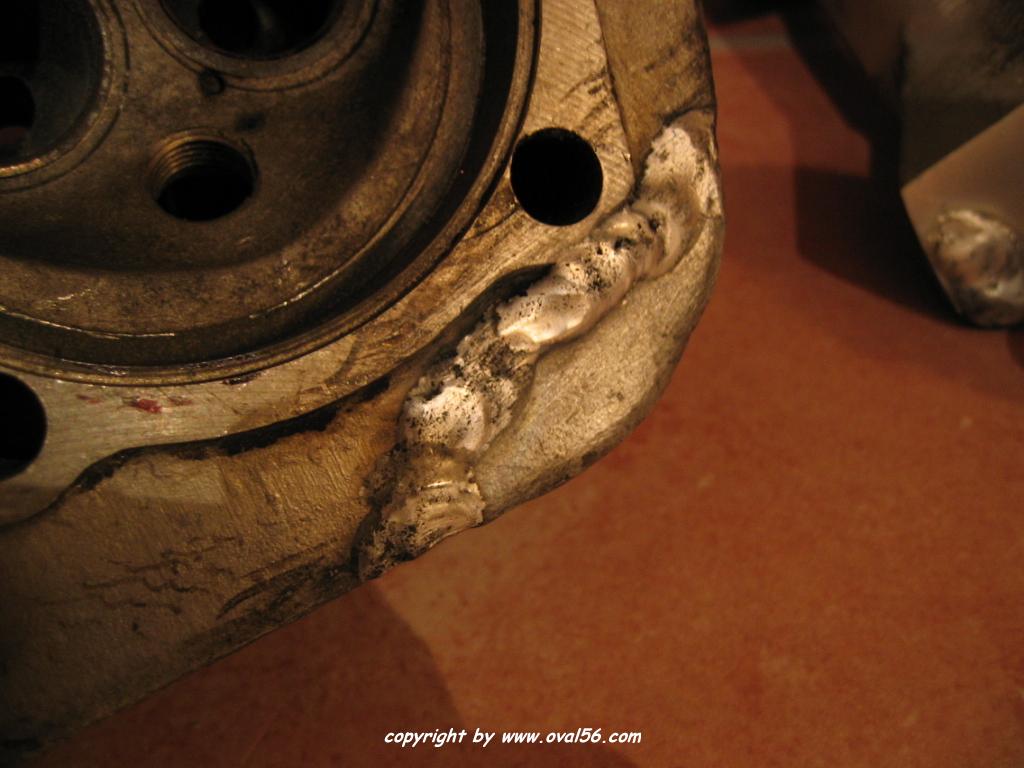
-
aber
siehe da, alles hat Tage später bestens geklappt mit der
Aufschweißerei, auch die mir abgebrochenen Kühlrippe ist
nun wieder dran und die vom ersten mal Aufschweißen
vorhandenen Lunker in den Ansaugstutzen sind nun auch
verschlossen. Und ja da hat er geflucht der Schweißer
:-)
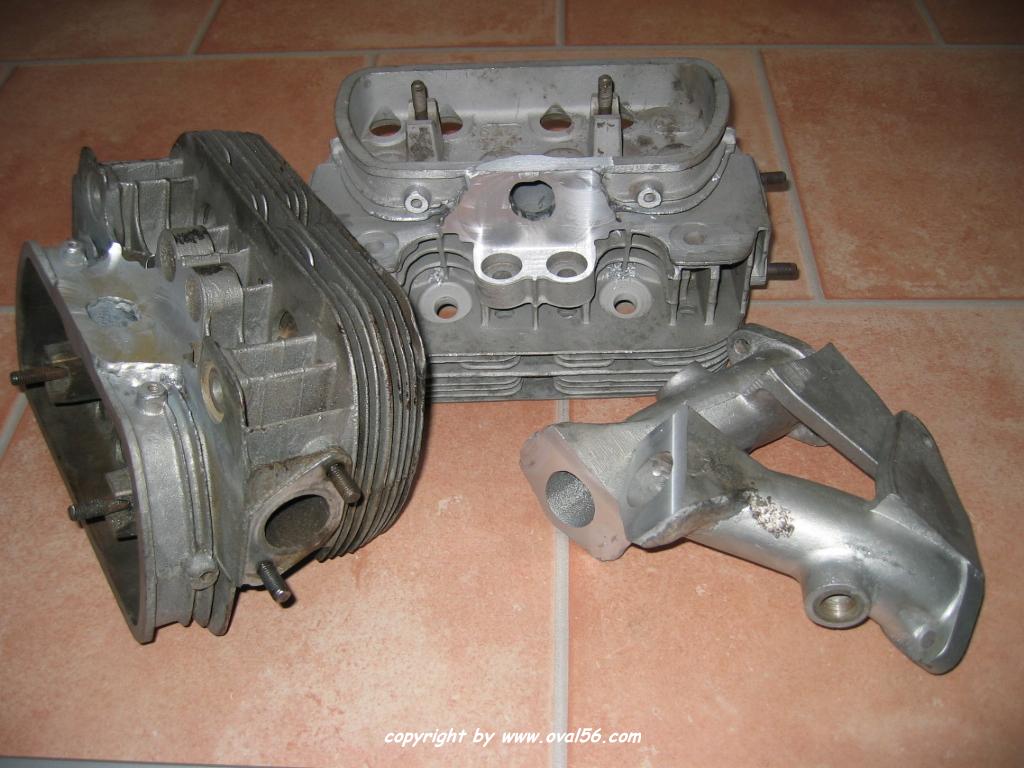
-
so
und jetzt stand ich mal wie so oft schon vor dem Problem wer
Fräst mir das jetzt auf die Schnelle (ja da liegt die
Betonung drauf: auf die Schnelle)... und jep, da durfte
einmal wieder mehr der Meister (besser GOTT) der Fräs- und
Drehbank der Christian H. herhalten, der zwar (ja das ist er
jedes mal) die Hände über den Kopf zusammen geschlagen hat
wie er die Teile gesehen hat (Zitat:" jetzt schleicht's
euch mal mit dem VW Glump (Schrott)"), aber wieder
beste Arbeit (nein ich bin es nicht anders gewohnt von ihm,
:-) ) in kürzester Zeit abgeliefert hatte -> Merci noch
mal an dieser Stelle.
-
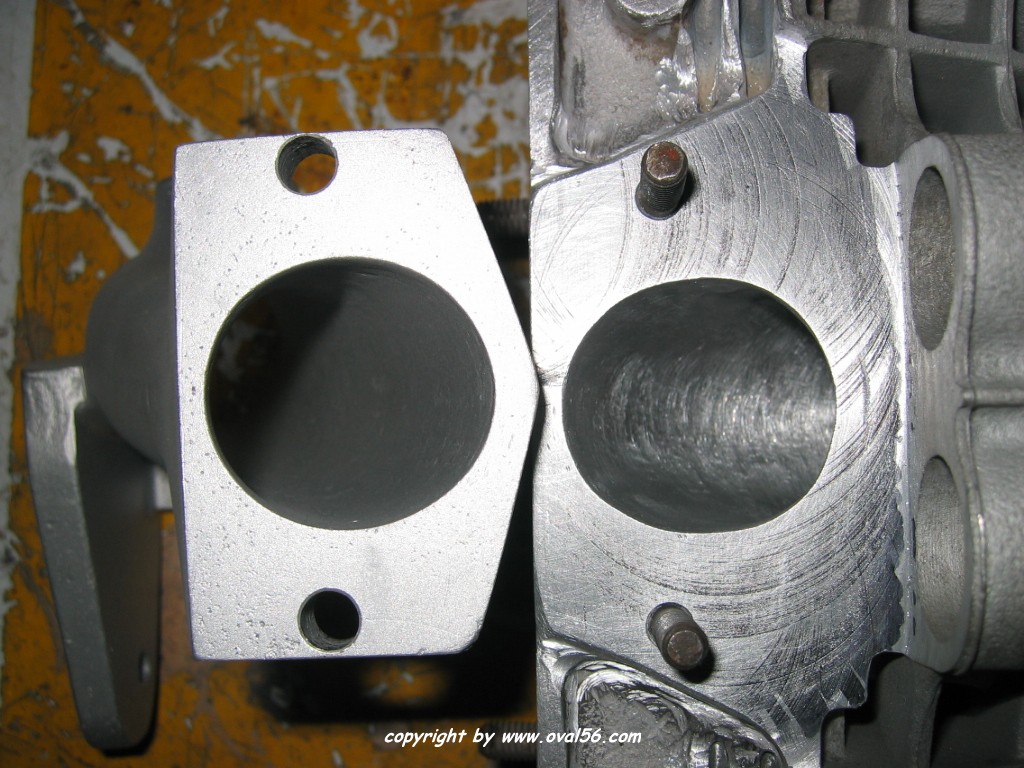
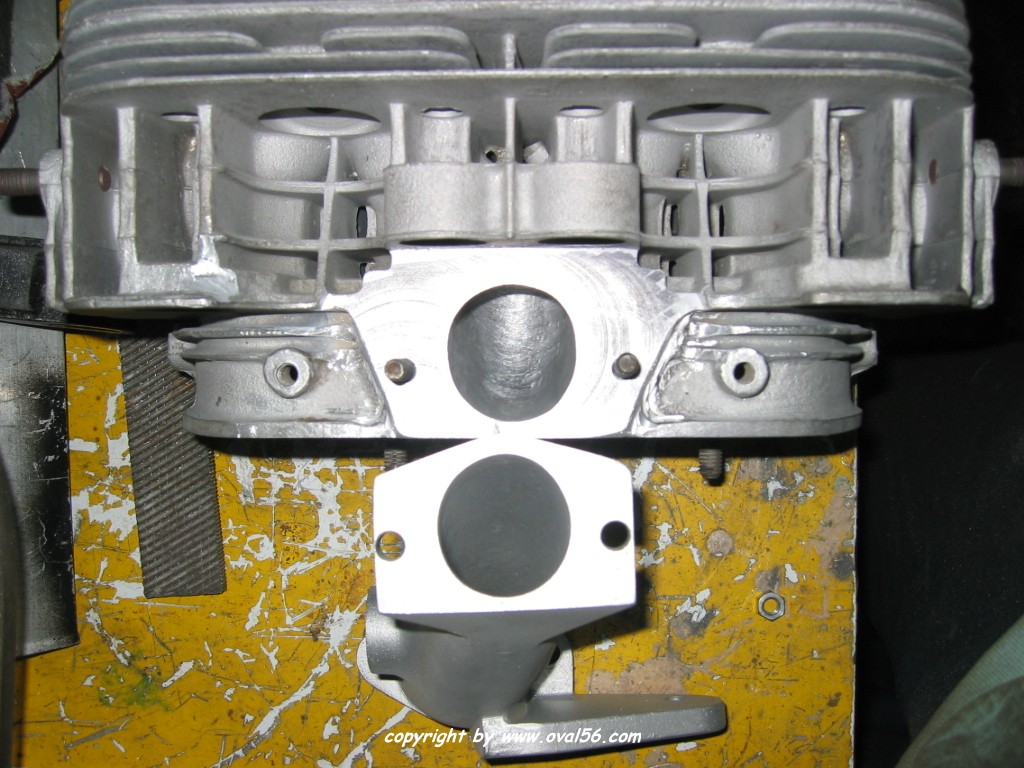
und
ja, jetzt konnte ich loslegen, erstmal wieder die Stehbolzen
für die Ansaugbrücke reaktivieren (waren nur oben auf der
Flanschfläche zugeschweißt), und dann die Saugbrücken
bearbeiten von Hand, da hier Fräsen nicht so einfach
möglich war. Zuvor durfte ich die Ansaugstutzen mal grob
auf Form feilen und anschließend die Löcher im richtigen
Lochabstand setzen, was dann doch mit der nötigen Ruhe und
meiner alten Ständerbohrmaschine bestens funktioniert
hatte.
-
zwischendrin
habe ich dann die Schweißnaht der gebrochenen Kühlrippe
noch angeglichen und verschliffen.
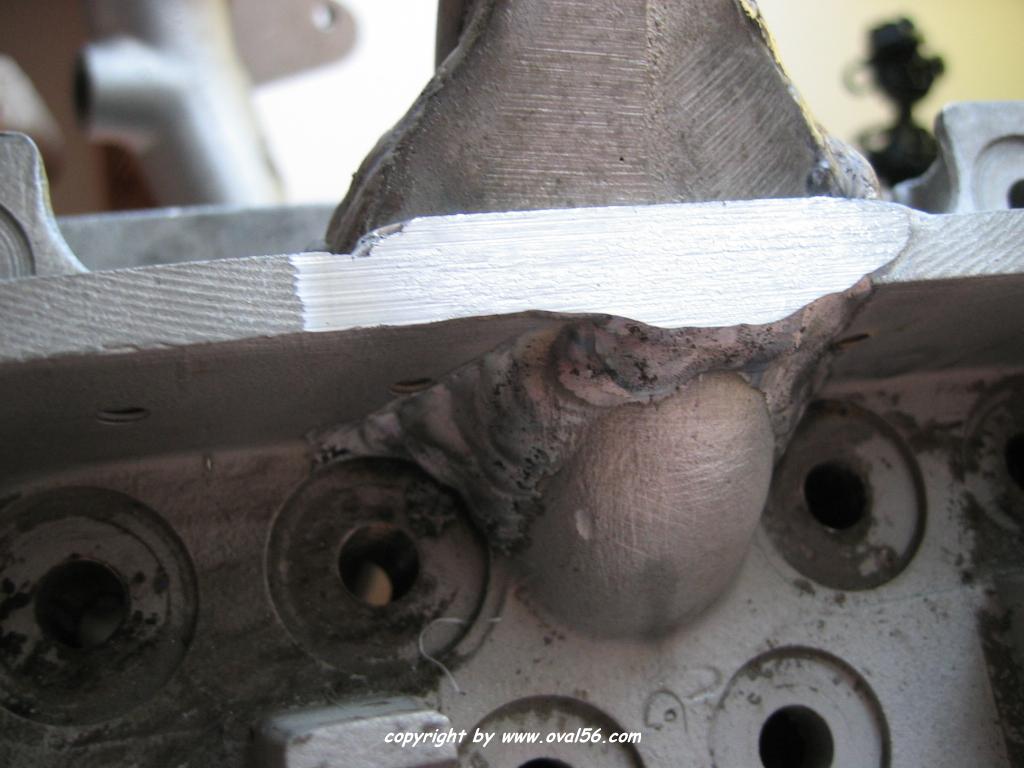
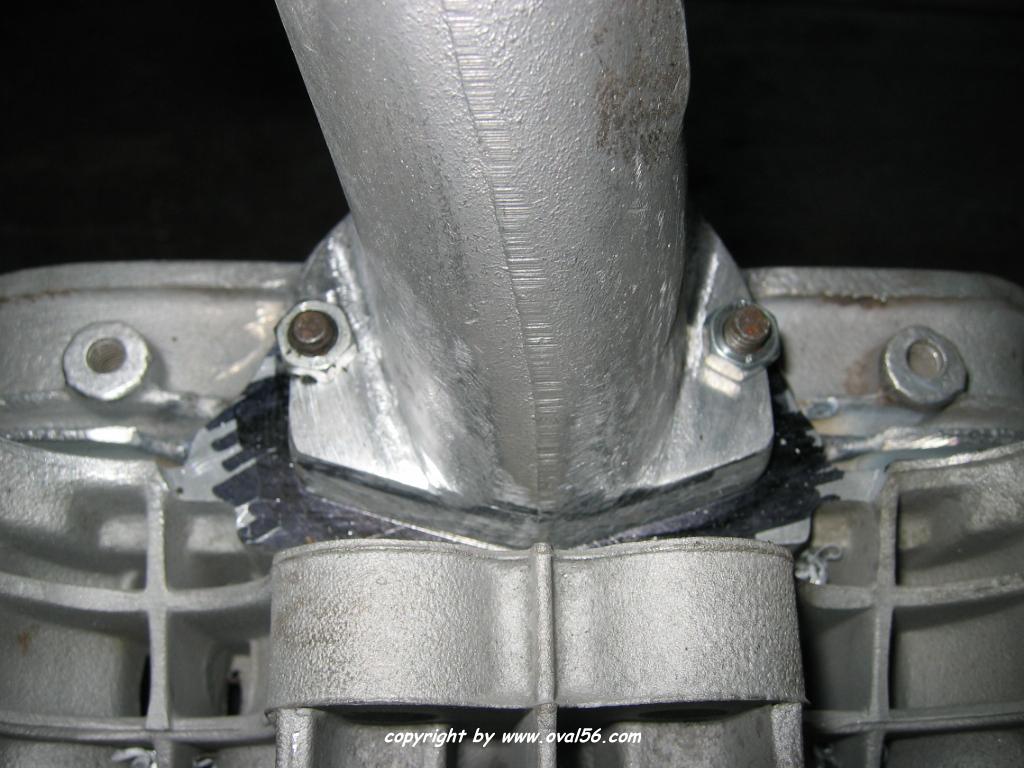
-
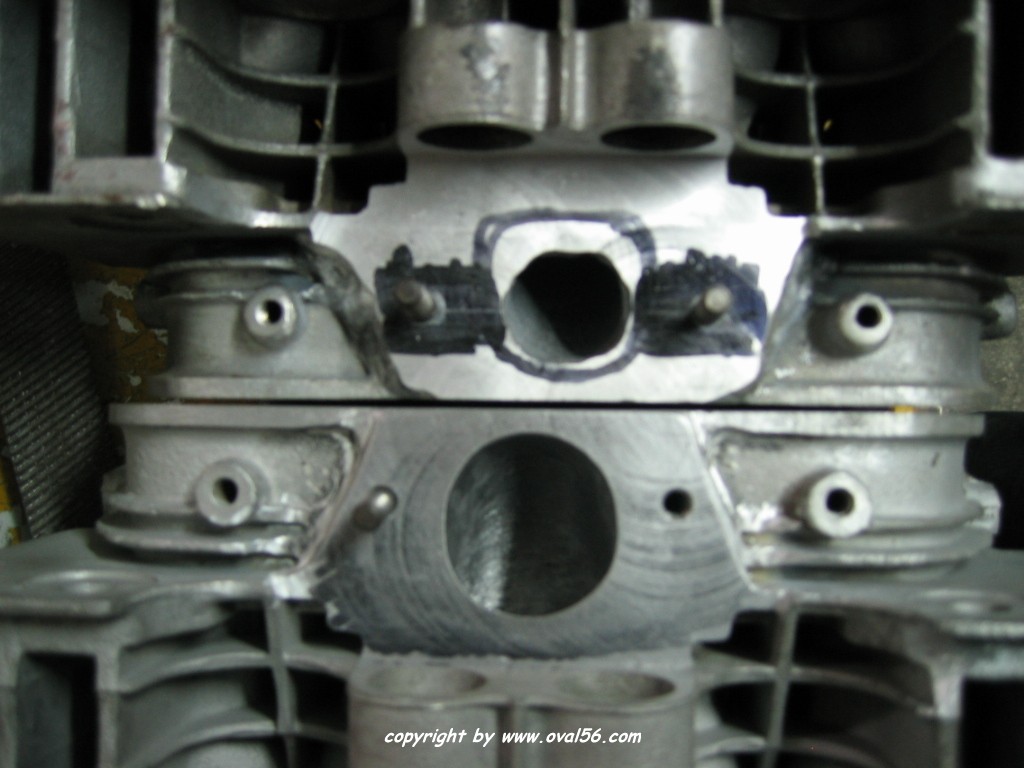
dann
ging die große Flexer-, Bohrer-, Dremel- , Schleifer-,
Feiler und Fräserei los um die Flächen für die Muttern am
Saugrohrflansch vorzubereiten. Aber auch hier war ich
anschließend doch positiv gelaunt da das besser ging als
gedacht. War zwar eine Schweinearbeit, aber das Ergebnis
kann sich sehen lassen, der Feinschliff und das erneute
Glasperlen erfolgt erst noch wenn alles fertig ist, dann
dürfte man nichts mehr sehen von der Aktion.
-
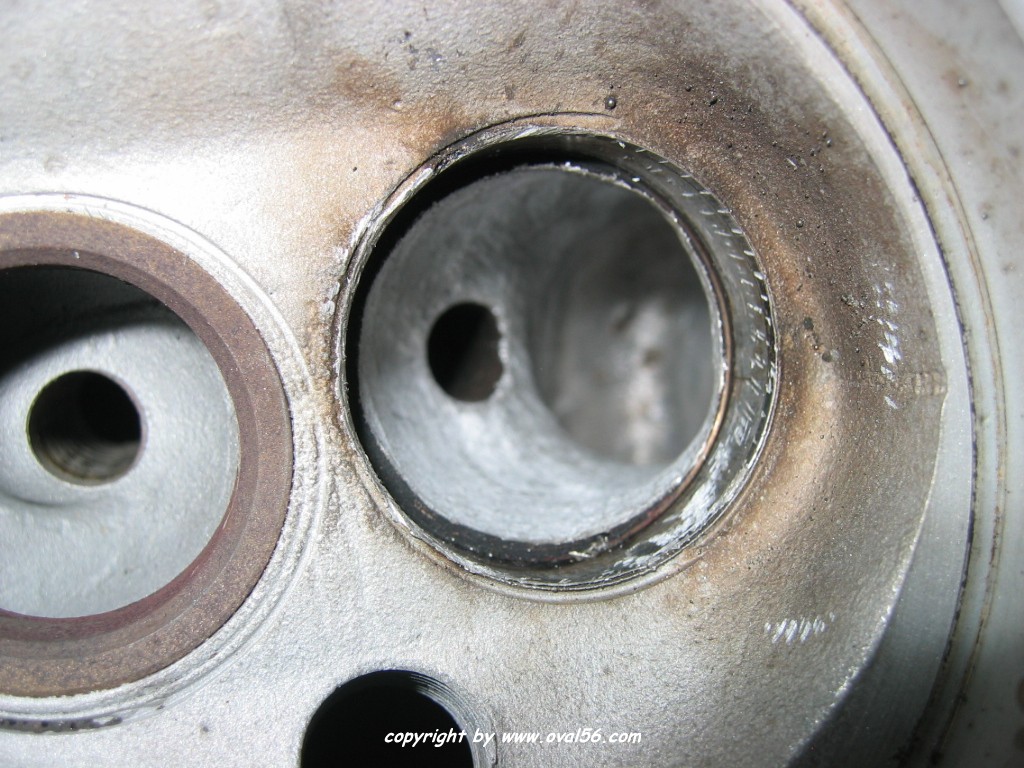
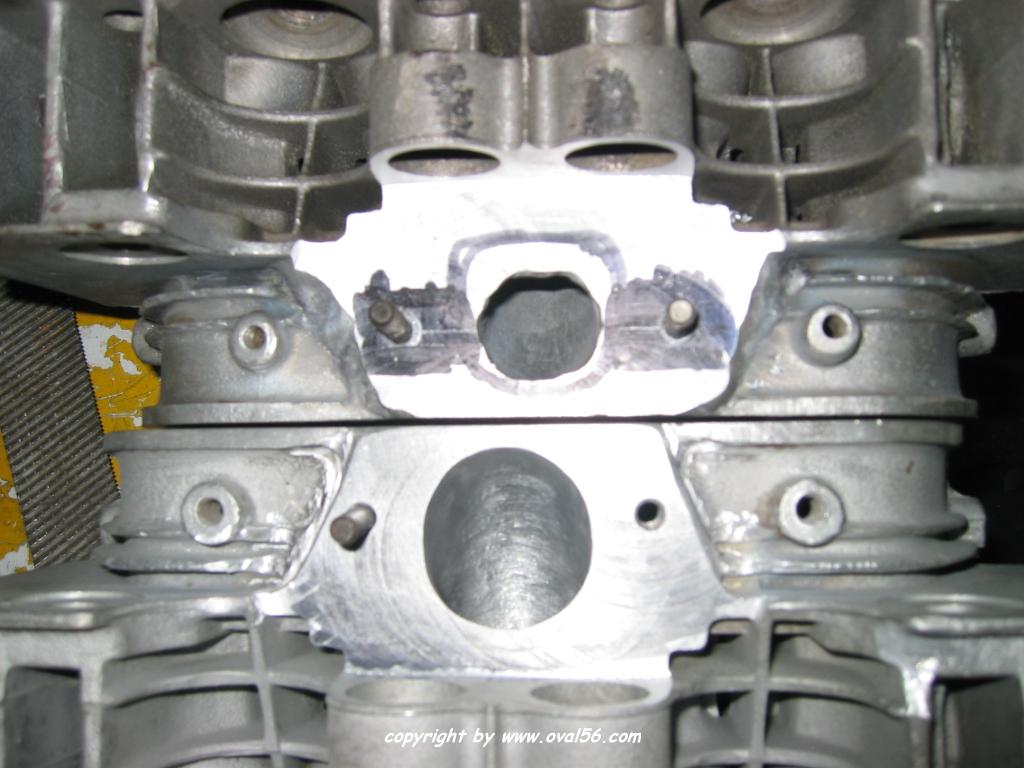
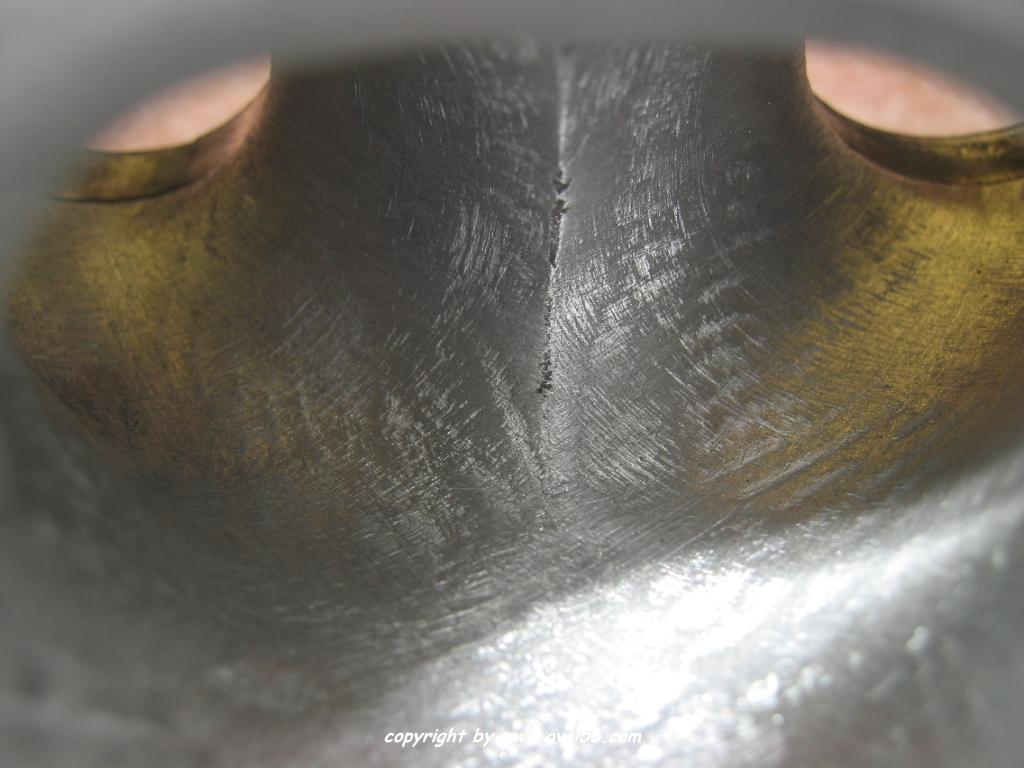
und
hier kommt nun der Punkt wo die richtige Drecksarbeit
losgeht, das Kanäleweiten und Fräsen. Eine Sauarbeit, und
irgendwie sieht man immer kein Ende.... ein konstanter
Querschnitt von 32mm Durchmesser bis zum Ventilsitz
ist mein derzeitiges Ziel, da ich 36 oder 37mm
Einlassventile verbauen werde.
-
so
zusammenfassend habe ich bis zu diesem Punkt in die Köpfe
und Ansaugbrücken ca. 14 Stunden Arbeit investiert und bin
leider noch nicht da wo ich hin möchte, mal sehen wie
zügig es weiter geht. ..und wenn ihm nicht der Strom
ausging, dann fräst er noch heute oder so... :-)
|
|
Mühsam nährt sich das....
(28.09.2007) |
|
































|
-
kaum hat man mal
Blut geleckt, schon steht man unter dem Druck immer noch ein wenig mehr
Material wegzunehmen, aber manchmal wird's dann doch recht eng oder sogar
Grenzwertig...
a bissal was geht
allerweil:
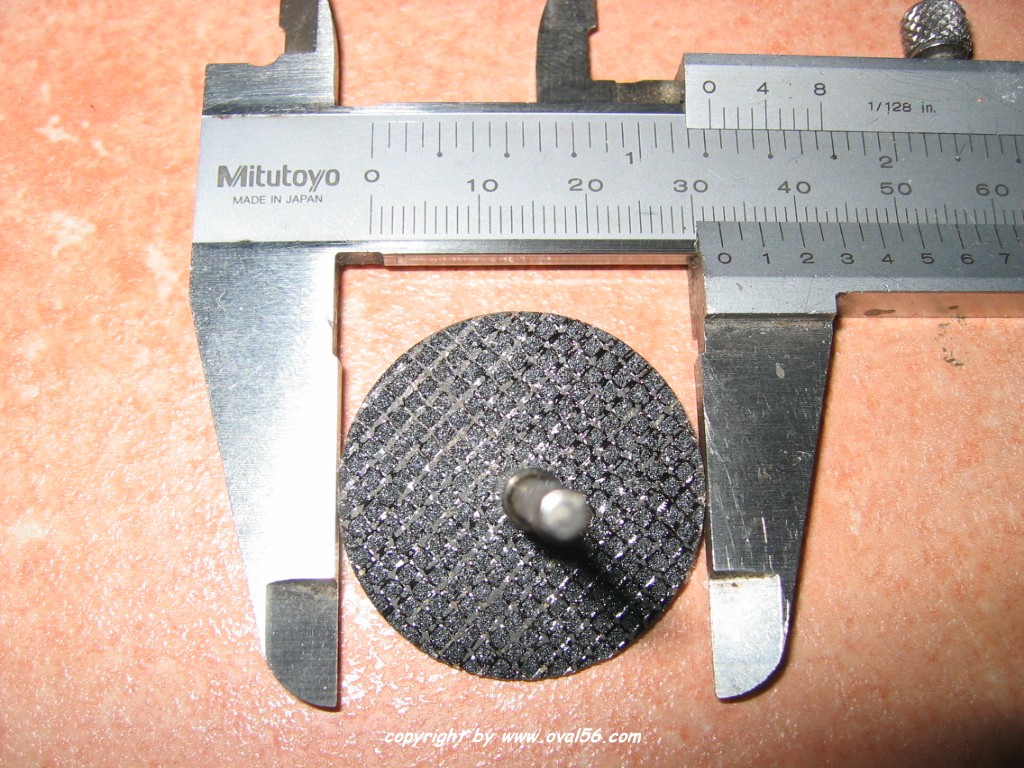
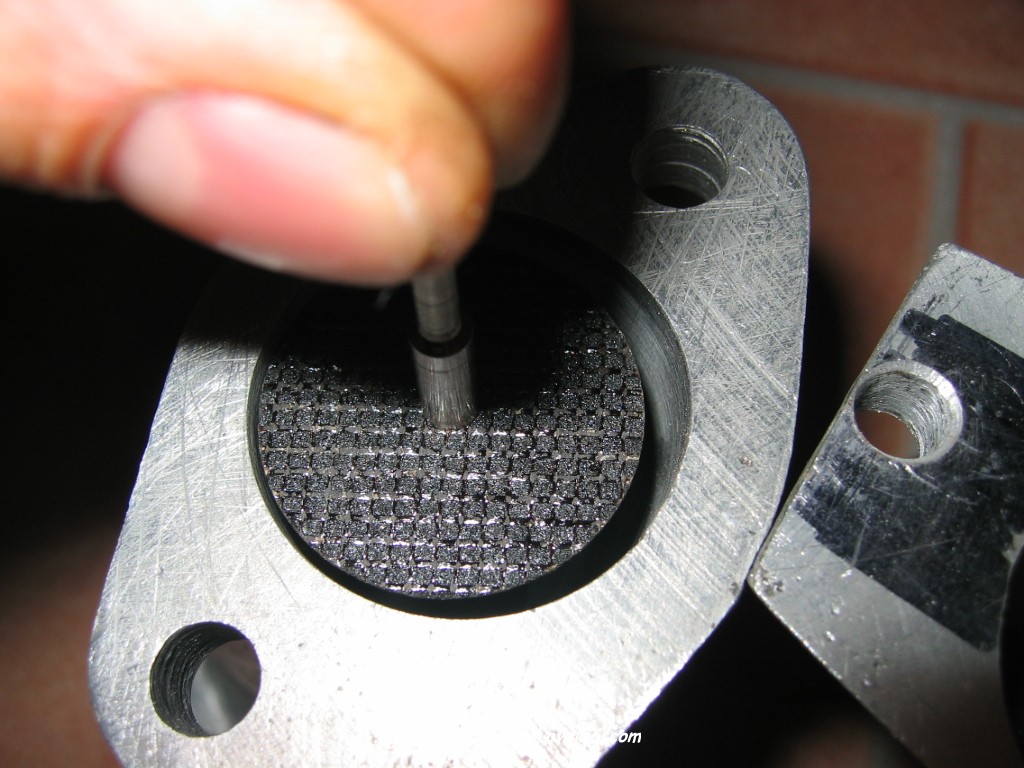
-
mit den Saugrohren bin ich durch soweit, um entsprechend
gleich zu arbeiten habe ich mir mit einen Dremel Flexscheibe
beholfen welche einen Durchmesser von 32,5mm hat. Der
Querschnitt soll sich ja Richtung Ventil einwenig verjüngen,
oben hat das Saugrohr nun 34mm Durchmesser und an der
engsten Stelle 32,5, Die Dremelscheibe läst sich nun gerade
durchschieben.
-
zwischendurch habe ich mich dann mal dem Thema Porsche
Pleuel gewidmet. Gar nicht so einfach, da gibt es Pleuel von
420g in der Serie bis zu 590g. Das wäre ja alles noch nicht
sooo wild wenn es dann nicht noch Pleuel geben würde welche
einen unterschiedlichen Anschlag in der Verdrehsicherung
haben. Und da ist auch schon der Haken, für "linke" Pleuel
gibt es KEINE Lager mehr, man müsste die Pleuel Umarbeiten
was aber wieder unnötig Kosten verursachen würde. So einen
Satz hab eich nun zusammen, mit Rechtssicherung, die muss
ich jetzt erst noch Gewichtsmäßig anpassen (in Summe 35g
Gewichtsunterschied) und dann neu Büchsen lassen, mit
abgeänderten, exzentrisch gebohrten Pleuelauge um die
längeren 356 Pleuel ausgleichen zu können. Lager habe ich
nun auch welche bekommen.
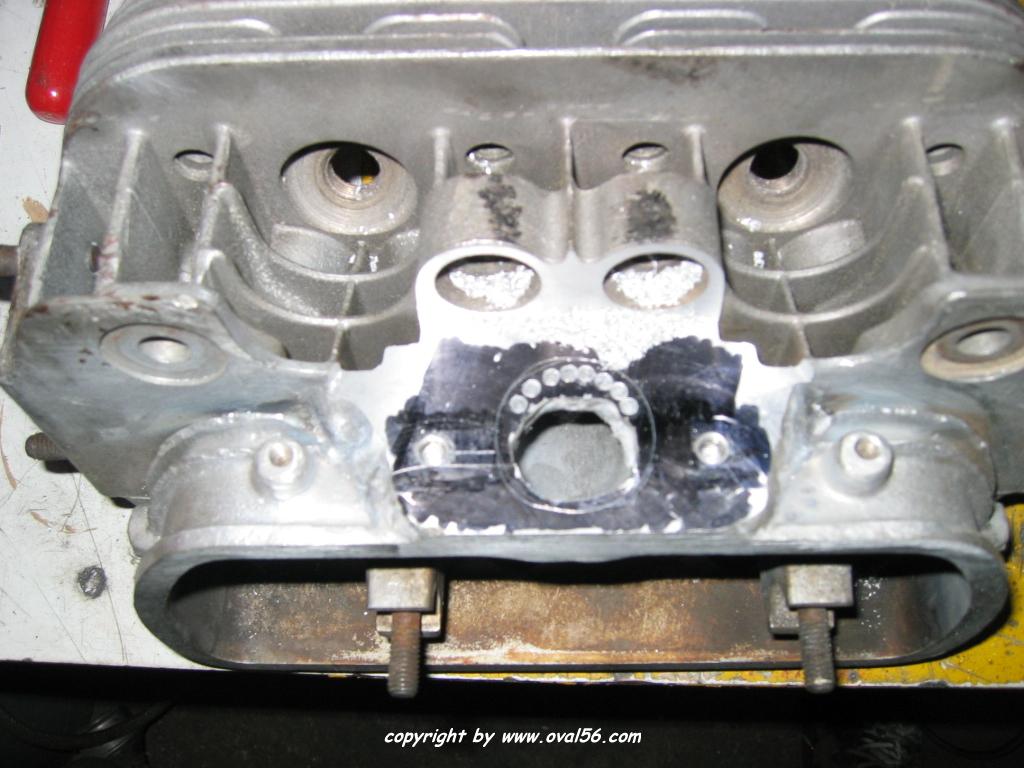
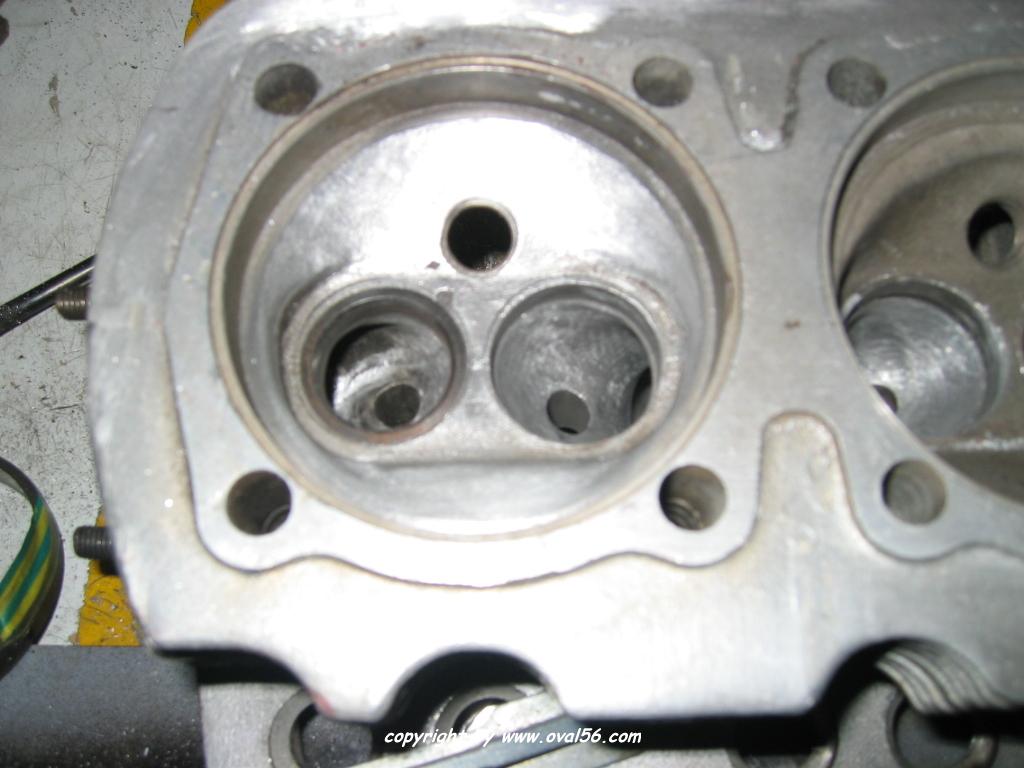
-
dann konnte ich wieder am Kopf rumfräsen wie ein Irrer, erst
noch die Sitzringe raus gemacht um richtig Platz zu haben
(kommen eh Neue rein und 36mm Ventile) und dann nach 3
Stunden Arbeit doch ein ganz gutes Ergebnis. Teils geht es
echt Knapp her mit den Wandungen, aber ich glaube das ich
ziemlich nahe am Optimum liege. Jetzt steht mir der Schotter
noch mal zweiten Kopf bevor :-(, aber dazu brauche ich erst
noch mal einen neue bewegliche Welle für die Bohrmaschine da
mir die natürlich kurz vor Ende abgerissen ist :-(.
-
anschließend habe ich noch die Dichtfläche für den
Ventildeckel nachgearbeitet und den Saugrohrflansch am Kopf
nachgearbeitet, sowie auf der Kipphebelwellenseite die
aufgeschweißten Ecken im bereich der Ventilfedern wieder
nachgearbeitet.
-
und so wie es derzeit aussieht bekomme ich nächste Woche
meinen gebohrten Zylinder, und auch meine Teile vom Gelb
Verzinken. Dann werde ich die Pleuel und die Kurbelwelle mal
zum Bearbeiten (Läppen) weggeben nachdem ich den Freigang
Kolbenhemd und Kurbelwelle geprüft habe. Auch das
Nacharbeiten der Motorgehäuse steht noch auf der Rangliste
ganz oben.
|
|
Kopfarbeit
(30.09.2007) |
|
















|
|
|
Hirngespinste
(03.10.2007) |
|





















|
|
|
hier geht's weiter zu Teil
19
|
|
Home
|